

Станок ротационной вытяжки с ЧПУ OKAY OKDWH300
017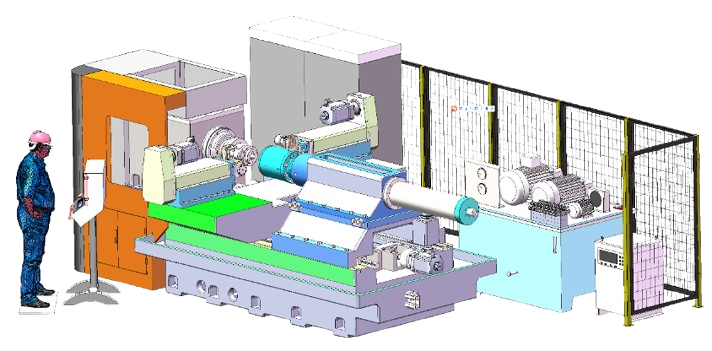
-
Товар доступен под заказ, актуальную цену уточняйте по телефону или в форме обратной связи
Описание
Okay OKDWH300 – специализированный станок с ЧПУ, представляет собой горизонтальный двухроликовый станок ротационной вытяжки (давильно-раскатной) повышенной точности, который в основном используется для формования высокопрочных цилиндрических и конических деталей с постоянной и переменной толщиной стенок, из таких материалов как обычная углеродистая сталь, алюминиевый сплав, нержавеющая сталь, высокопрочная сталь, титановые сплавы, медь и т.д., широко используемых в автомобильной, химической, аэрокосмической, военной и других областях производства. Станок может работать как с трубчатыми, так и с листовыми заготовками и позволяет изготавливать цилиндрические детали, используя заготовки, диаметром до 350 мм.
Для обработки заготовок используется двухроликовая система с шагом 180 градусов и такие технологические методы, как прямое формование, формование с неправильным шагом, формование с переменным диаметром и ступенчатое формование.
В данной модели применена система ЧПУ Siemens 828D, которая имеет функции удаленной диагностики и обслуживания, что значительно облегчает эксплуатацию станков заказчиками.
Станина и каретка станка ротационной вытяжки OKDWH300 изготовлена из материала HT300(Чугун СЧ30), прошедшего сложный цикл термообработки, что позволяет обеспечить надежность и устойчивость станины к высоким продольным и поперечным нагрузкам, без деформаций, и как следствие сохранением точности оборудования на протяжении всего срока эксплуатации. Детали станка обладают хорошей виброустойчивостью. Все движущиеся части этого станка опираются на прецизионные линейные направляющие, изготовленные из материала GCr15 (аналог стали ШХ15) (твердость HRC 58-68), в осевом направлении используются немецкие прецизионные шариковые винты с двойной гайкой, а в радиальном направлении - серводвигатели.
Корпус шпиндельной бабки изготовлен из материала QT500-7, прошедшего специальную термическую обработку, что позволяет достичь требуемой прочности данного узла.
Сам шпиндель изготавливается из высоколегированной стали 42CrMo, и проходит термическую обработку в расплавах солей, что позволяет достичь высокой прочности и предотвратить возникновение скрытых дефектов, возникающих при термической обработке изделий.
В шпинделе установлен серводвигатель Siemens мощностью 30 кВт, который имеет функцию углового позиционирования для облегчения разборки и сборки пресс-формы.
Для обеспечения высокой надежности оборудования и его долговечности, в шпиндельной бабке используются подшипники марки NSK, с принудительной смазкой, с возможностью регулировки расхода на каждой точке смазки.
Оснастка для производства изделий, в соответствии с требованиями заказчика, изготавливается индивидуально для каждой детали, в соответствии с техническим заданием и чертежами заказчика.
Раскатные ролики изготовлены из Cr12MoV. После термической обработки ролики обладают требуемой жесткостью, чтобы сохранять свои геометрические размеры в течении длительного срока и как следствие сохранять точность изготовления изделий.
Данное оборудование оснащено специальным программным обеспечением для формирования тел вращения, разработанным компанией, которое позволяет автоматически рассчитывать технологические этапы работы.
Шпиндельная часть
Блок главного шпинделя состоит из корпуса, главного вала, трансмиссии, механизма охлаждения и смазки, главного двигателя и других частей. В целом шпиндель имеет конструкцию, рассчитанную на большие нагрузки, подходящую для раскатных технологий, и обладает хорошей способностью выдерживать радиальные и осевые нагрузки. Конструкция главного подшипника разработана с использованием автоматического устранения осевого люфта, которое может эффективно компенсировать зазор подшипника, вызванный большими осевыми силами во время длительного вращения.
В материале шпинделя используется 42CrMo, при этом обеспечивается строгая технология термообработки и механической обработки. После общей закалки и отпуска головка шпинделя подвергается термообработке в соляной ванне. Закаленный слой имеет определенную глубину согласно DIN55027-20#.

В подшипниках и шестернях главного вала применяется система принудительной смазки. Расход каждой точки смазки регулируется независимо. В то же время, чтобы предотвратить повреждения, вызванные нехваткой масла, точки смазки, такие как передние и задние подшипники, каждая шестерня и оснащены устройствами контроля расхода от которых информация передается в систему управления.
Основной корпус и части каретки
Основной корпус (станина) отлит из HT300 (СЧ30). Конструкция спроектирована с помощью современных числовых методов и прошла прочностные испытания. Она имеет высокие характеристики вибростойкости и стабильности. Отлитый корпус дважды подвергался отжигу для снятия напряжений. Внутри корпуса имеется полости для циркуляции охлаждающей жидкости.
Конструкция каретки представляет собой литую раму с ребрами жесткости. Вся рама отлита из высокопрочного ковкого чугуна 500-7 и подвергнута пластической термообработке. Она обладает достаточной прочностью на растяжение и стабильностью. Два суппорта, к которым крепятся рабочие ролики, также отлиты целиком из графитового чугуна 500-7 и подвергнуты пластичной термообработке.
Примеры изготавливаемой продукции




Характеристики
- Система ЧПУSiemens 828D
- Серводвигатель продольной подачиSiemens 1KF7
- Система управления серводвигателямиSiemens S120
- Поперечные направляющиеINA 45
- ШВПIF 63
- Продольные направляющиеINA 65
- Максимальный диаметр350 мм
- Максимальная длина400 мм
- Поперечный200 мм
- Продольный600 мм
- Мощность гидростанции20-1000 об/мин (возможно изменение по ТЗ заказчика)
- Мощность гидростанции6,0 кВт (5,5+0,25+0,25)
- Максимальное давление12 МПа
- Производительность80 л/мин
- Объем бака170 л
- Усилие штока0-50 кН (регулируемое)
- Электропитание380В/50Гц
- Потребляемая мощность45 кВт
- Габариты5600*4000*2200 мм (справочно)
- Масса14 000 кг (справочно)
- Ход штока600 мм
- Мощность30 кВт